

联系人:13650014986(吴先生)
电 话:0769-83775561
传 真:0769-83775561
邮 箱:minghan201888@163.com
网 址:www.dgminghan.com
地 址:东莞市清溪镇清溪莲塘路2号
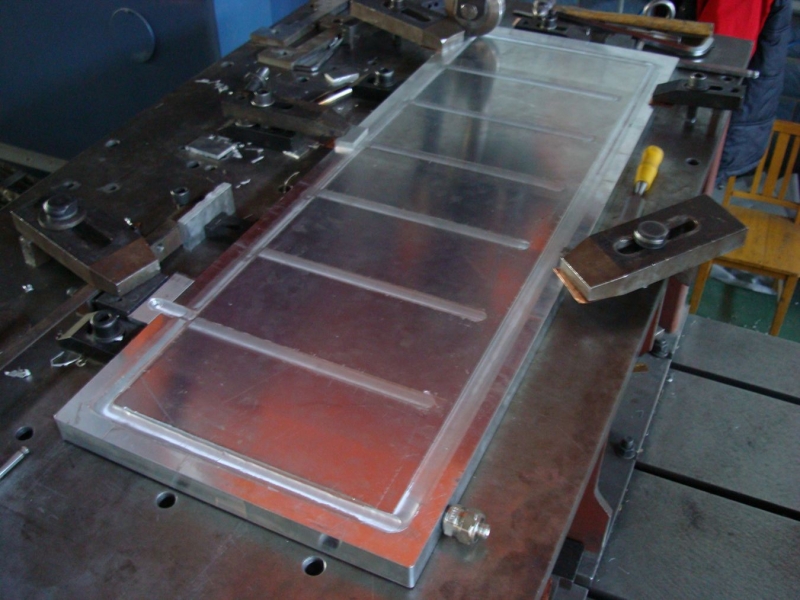
搅拌摩擦焊注意哪些事项
搅拌摩擦焊可以方便地连接同种或异种材料,包括金属、部分金属基复合材料、陶瓷及塑料。由于其生产率高、质量好获得了广泛的工程应用,但焊接的对象主要是回转形零件,虽然也有其它形式的摩擦焊技术出现,以克服被焊工件几何形状的限制或提高生产率,如相位摩擦焊、径向摩擦焊、线性摩擦焊等,但实际应用很少。

搅拌摩擦焊
搅拌摩擦焊主要优点如下:
(1)焊接接头热影响区显微组织变化小.残余应力比较低,焊接工件不易形;
(2)能一次宪成较长焊缝、大截面、不同位置的焊接.接头高:
(3)操作过程方便实现机械化、自动化,设备简单,能耗低,高:
(4)无需添加焊丝,焊铝合金时不需焊前除氧化膜,不需要保护气体,成本低;
(5)可焊热裂纹敏感的材料,适合异种材料焊接:
(6)焊接过程安全、无污染、无烟尘、无辐射等。
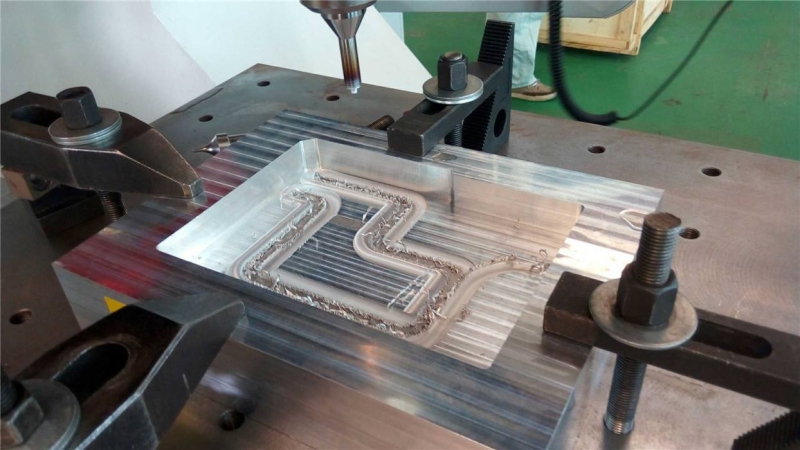
搅拌摩擦焊缺点:焊接工件需要刚性固定,反面应有底板;焊接结束搅拌探头提出工件时,焊缝端头形成一个键孔,并且难以对焊缝进行修补:工具设计、过程参数和机械性能数据只在有限的合金范围内可得:在某种情况下,如特殊领域中要考虑腐蚀性能、残余应力和变形时,性能需进一步提高才可实际应用;对板材进行单道连接时,目前焊速不是很高:搅拌头的磨损消耗太快等。





 咨询热线:
咨询热线:

