
联系人:13650014986(吴先生)
电 话:0769-83775561
传 真:0769-83775561
邮 箱:minghan201888@163.com
网 址:www.dgminghan.com
地 址:东莞市清溪镇清溪莲塘路2号

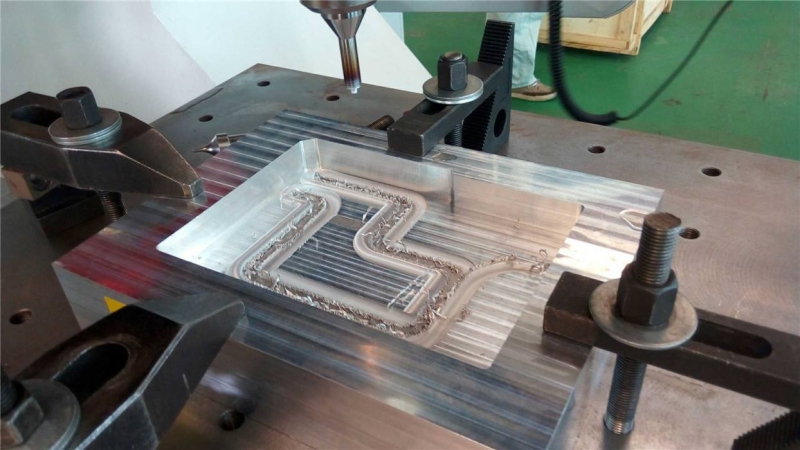
搅拌摩擦焊是搅拌头高速旋转并与被焊工件摩擦,产生热量形成热塑性层,搅拌头与工件相对运动,在搅拌头前面不断形成的热塑性金属转移到搅拌头后面,填满后面的空腔,从而形成连接的方法.

搅拌头由特型指棒、夹持器和圆柱体组成.焊接开始时,搅拌头高速旋转,特型指棒迅速钻入被焊板材的焊缝,与特型指棒接触处的金属摩擦生热,形成了很薄的热塑性层.当特型指棒钻入工件表面以下时,部分金属被挤出表面,轴肩与被焊工件表面摩擦产生热量.又由于背面垫板的密封作用,不断地产生热塑性金属形成焊缝.在整个过程中空腔的产生于填满连续进行,焊缝区金属经历这被挤压、摩擦生热、塑性变形、转移、扩散、再结晶等过程.
搅拌摩擦焊的特点
搅拌摩擦焊除了可以焊接普通熔焊方法难以焊接的材料外,还有以下优点
1)焊接温度低,即使在长焊缝情况下也是如此.
2)固相连接,不产生类似熔焊街头的铸造组织缺陷.接头各种力学性能,比如疲劳、弯曲、拉伸等指标好.
3)焊前、焊后辅助修补工时较少,生产成本大幅度降低.焊接过程中的搅拌和摩擦可有效去除工件表面氧化膜及附着杂质,减少了清理步骤.
4)焊接过程不需要添加保护气体和焊料.
5)能够进行全位置焊接,适应性好,效率高,
操作简单,易于实现自动化.
6)无烟尘、辐射、飞溅、噪声及弧光等有害物质产生,是一种环保型链接方法.






 咨询热线:
咨询热线:

